
Vastavalt EL RoHS direktiivile (Euroopa Parlamendi ja Euroopa Liidu Nõukogu direktiiv teatud ohtlike ainete kasutamise piiramise kohta elektri- ja elektroonikaseadmetes) nõuab direktiiv EL-i turule keeldu müüa elektroonilisi ja kuut ohtlikku ainet, näiteks pliid, sisaldavad elektriseadmed kui "rohelise tootmise" pliivaba protsess, mis on alates 1. juulist 2006 muutunud pöördumatuks arengutrendiks.
Pliivaba protsessi alustamisest ettevalmistusetapist on möödunud üle kahe aasta.Paljud Hiina elektroonikatoodete tootjad on kogunud palju väärtuslikke kogemusi aktiivsel üleminekul pliivabalt jootmiselt pliivabale jootmisele.Nüüd, mil pliivaba protsess on muutumas üha küpsemaks, on enamiku tootjate tööfookus muutunud lihtsalt pliivaba tootmise rakendamisest selle asemel, kuidas pliivaba jootmise taset mitmekülgselt parandada erinevatest aspektidest, nagu seadmed. , materjalid, kvaliteet, protsess ja energiatarbimine..
Pliivaba reflow jootmisprotsess on praeguse pindpaigaldustehnoloogia kõige olulisem jootmisprotsess.Seda on laialdaselt kasutatud paljudes tööstusharudes, sealhulgas mobiiltelefonides, arvutites, autoelektroonikas, juhtimisahelates ja sides.Üha enam elektroonilisi originaalseadmeid muudetakse läbivatest pindmontaažiks ja reflow-jootmine asendab lainejootmist märkimisväärses ulatuses, on jootmistööstuses ilmne trend.
Millist rolli mängivad jootmisseadmed järjest küpsemas pliivabas SMT protsessis?Vaatame seda kogu SMT pinnakinnitusliini vaatenurgast:
Kogu SMT pinnakinnitusliin koosneb üldiselt kolmest osast: ekraanprinter, paigutusmasin ja reflow-ahi.Paigutusmasinate puhul ei ole pliivabadega võrreldes uusi nõudeid seadmetele endale;Siiditrükimasina puhul esitatakse pliivaba ja pliisisaldusega jootepasta füüsikaliste omaduste väikese erinevuse tõttu seadmele endale mõned parendusnõuded, kuid kvalitatiivseid muutusi ei toimu;Pliivaba rõhu väljakutse seisneb just tagasivooluahjus.
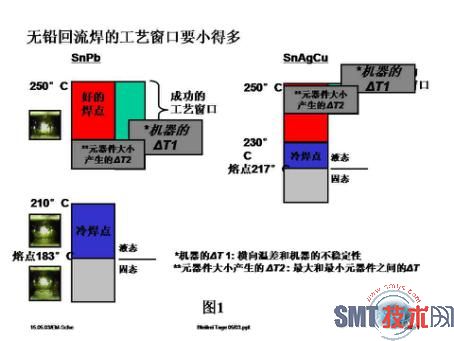
Nagu te kõik teate, on plii jootepasta (Sn63Pb37) sulamistemperatuur 183 kraadi.Kui soovite moodustada hea jooteühenduse, peab teil jootmise ajal olema 0,5-3,5 um intermetallilisi ühendeid.Intermetalliliste ühendite moodustumise temperatuur on 10-15 kraadi üle sulamistemperatuuri, mis on pliijootmisel 195-200.kraadi.Algsete elektroonikakomponentide maksimaalne temperatuur trükkplaadil on üldjuhul 240 kraadi.Seetõttu on pliijootmise jaoks ideaalne jootmisprotsessi aken 195-240 kraadi.
Pliivaba jootmine on toonud suuri muutusi jootmisprotsessi, kuna pliivaba jootepasta sulamistemperatuur on muutunud.Praegu levinud pliivaba jootepasta on Sn96Ag0,5Cu3,5 sulamistemperatuuriga 217-221 kraadi.Hea pliivaba jootmine peab moodustama ka intermetallilisi ühendeid paksusega 0,5-3,5 um.Intermetalliliste ühendite tekketemperatuur on samuti 10-15 kraadi üle sulamistemperatuuri, mis pliivaba jootmise puhul on 230-235 kraadi.Kuna pliivaba jootmise elektroonika originaalseadmete maksimaalne temperatuur ei muutu, on ideaalne jootmisprotsessi aken pliivaba jootmiseks 230-240 kraadi.
Protsessiakna drastiline vähendamine on toonud kaasa suuri väljakutseid keevitamise kvaliteedi tagamisel ning toonud kaasa ka kõrgemad nõuded pliivaba jootmisseadmete stabiilsusele ja töökindlusele.Seadme enda külgmiste temperatuuride erinevuse ja algsete elektroonikakomponentide soojusmahtuvuse erinevuse tõttu kütteprotsessi ajal muutub jootmistemperatuuri akna vahemik, mida saab reguleerida pliivaba reflow jootmisprotsessi juhtimises, väga väikeseks. .See on pliivaba reflow jootmise tõeline raskus.Konkreetne pliivaba ja pliivaba reflow jootmisprotsessi akna võrdlus on näidatud joonisel 1.
Kokkuvõttes mängib reflow-ahi lõpptoote kvaliteedis üliolulist rolli kogu pliivaba protsessi vaatenurgast.Kogu SMT tootmisliini investeerimise seisukohalt moodustab investeering pliivabadesse jootmisahjudesse aga sageli vaid 10-25% kogu SMT liini investeeringust.Seetõttu asendasid paljud elektroonikatootjad pärast pliivabale tootmisele üleminekut oma algsed reflow-ahjud kohe kõrgema kvaliteediga reflow ahjude vastu.
Postitusaeg: august 10-2020